 棕化(杭州)科技有限公司
棕化(杭州)科技有限公司氧化锌在余姚橡胶与 EVA 弹性体产业中的应用
238聚焦余姚地区,阐述了氧化锌在橡胶和 EVA 弹性体产业中的重要作用,包括提高橡胶硫化速度和制品性能,改善 EVA 弹性体的热稳定性、耐老化和耐候性能等,展望...
查看全文全站搜索
不同VA含量选择
EVA性能与乙酸乙烯酯(VA)含量有很大关系,VA含量增加,回弹性、柔韧性、黏合性、透明性、溶解性、耐应力开裂性和冲击性能都会提高;VA含量降低时EVA刚性、耐磨性及电绝缘性都会增加。一般来说,VA含量在10%-20%范围时为塑性材料,而VA含量超过30%时为弹性材料。

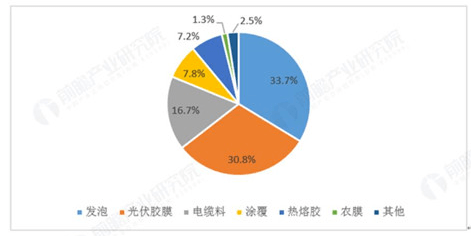
EVA下游需求
以EVA为主要原料,具有隔热、保温、防震、不吸水特点。根据卓创统计,现阶段国内的EVA主要用途为发泡,制作鞋底等方面应用最为普遍。
针对目前国内EVA用途最大的发泡领域,小编收集汇总了一大堆干货知识。
EVA发泡配方
一般由原料:主料,填充,发泡剂,架桥剂,发泡促进剂,润滑剂组成。
1主料
EVA树脂。有适当添加其他材料,如:SSBR,POE,SEBS,SEPS等,提高回弹、耐低温、防滑等性能。可根据上述推荐VA含量,选择合适的EVA树脂牌号。
2填充
碳酸钙或滑石粉。通常是为了降低成本,增加产品刚性等。以粒径大小做为质量指标,如400目,800目等。
3发泡剂
常用高温发泡剂,分解温度在220℃以上,也有低温发泡剂,分解温度在140℃,还有中温发泡剂等。价格相差不大,高温发泡剂相对稳定一些,可以搭配使用的。
4架桥剂
常用DCP(过氧化二异丙苯)。练料时,温度尽量控制在120℃以下。对气味有要求较高的,可使用BIPB,和TAIC配合使用。平板发泡和模内小发泡中,DCP一般用0.5-0.6,射出发泡中一般0.8-1.0。
5发泡促进剂
氧化锌粉和硬脂酸锌粉。氧化锌能使AC发泡剂分解温度降低到160℃左右,便于生产。一般氧化锌用量过多产品收缩会相对较大;太少发泡速度太慢,用量在1.0左右。
6润滑剂
常用硬脂酸。顾名思义,在配方料中主要起润滑作用。
EVA发泡工艺
一般有平板大发泡、模内小发泡和射出发泡。
1平板大发泡
设备成本相对较低,用做板材,再通过冲裁、磨边等流程做成产品。发泡条件较固定,温度160-170℃,时间由模具厚度决定,一般90-110 s/mm,压力150KG/cm²。
2模内小发泡
主要用在鞋材领域,按配方练好料造粒,放入开好模具内,发泡出来就是大体样子。难点是模具和配方对称,否则很难控制倍率和硬度。发泡条件比较灵活,具体看结构。
3射出发泡
工艺原理类似塑胶行业注塑,只不过注塑是立即开模,而模具温度不同,EVA射出是把塑胶注塑模温和开模时间做了调整。现在知名运动鞋大多用这种方法,效率高。
常见EVA发泡应用

EVA轮胎

EVA鞋材
EVA板材
纳米氧化锌在EVA发泡中的优势
1、比表面积大。活性氧化锌(ZnO)粒径介于1-100 nm之间,由于晶粒的细微化,其表面电子结构和晶体结构发生变化,产生了宏观物体所不具有的表面效应、体积效应、量子尺寸效应和宏观隧道效应以及高透明度、高分散性等的特点。而普通氧化锌是指直接法和间接法生产的氧化锌,比表面积在3m2/g——7 m2/g,细度320目,活性氧化锌比表面积在60m2/g,颗粒粒径如果也用细度来表述的话,细度在60000目左右。火法生产的氧化锌纯度和白度虽然很高,但是颗粒较粗,比表面积小。通常情况下纳米氧化锌的比表面积是传统氧化锌的4-8倍
2、重金属含量低。由于采用湿法生产,分别通过浸取,除杂,过滤,蒸发,焙烧,包装,其产品中重金属含量铅,砷,镉等远远低于普通间接法氧化锌和直接法氧化锌。特别是对于出口欧美地区市场,其对于重金属各项含量要求较高纳米氧化锌能够有效的通过相关的检测。
3、色度较好。通过湿法所生产的氧化锌在生过程中可以有效的防止锌过度煅烧,防止出现发黄现象出现,从而更好地保证了氧化锌的色泽。
纳米级氧化锌的突出特点在于产品粒子为纳米级,同时具有纳米材料和传统氧化锌的双重特性。与传统氧化锌产品相比,其比表面积大、化学活性高,产品细度、化学纯度和粒子形状可以根据需要进行调整,并且具有光化学效应和较好的遮蔽紫外线性能,其紫外线遮蔽率高达98%

聚焦余姚地区,阐述了氧化锌在橡胶和 EVA 弹性体产业中的重要作用,包括提高橡胶硫化速度和制品性能,改善 EVA 弹性体的热稳定性、耐老化和耐候性能等,展望...
查看全文

纳米氧化锌对 EVA 交联密度的最佳使用方案。具体包括实验设计、实验操作、性能测试与分析、优化与确定最佳方案四个步骤。实验设计时需确定纳米氧化锌的添加量...
查看全文
瑜伽垫的选择要点,包括不能有毒有味、材质重量适中且久铺不易变形等。同时详细阐述了 PVC 和 EVA 发泡体系的组成、发泡原理及工艺,还对比了 PVC 与 TPE 发...
查看全文
您好!请登录